




















25FT 2.5mm Tebal Hot Dip Galvanis Tiang Baja Filipina Standar NEA
tiang baja galvanis
,tiang transmisi baja
25FT 2.5mm Tebal Hot Dip Galvanis Tiang Baja Filipina Standar NEA
Deskripsi
1.Top diameter: 120mm
2. Diameter bawah: 152mm
3. Ketebalan: 2.50mm
4.bahan: baja paduan rendah, menghasilkan kekuatan tidak kurang dari 345mpa (GB / T1591-2008standar)
C ≤0.20, Mn ≤1.70, Si ≤0.50, P≤0.50, S≤0.0345
5. Tanda: Nane plate melalui rivert atau lem, mengukir, emboss sesuai kebutuhan pelanggan
6. las: kami memiliki masa lalu pengujian cacat. Pengelasan ganda internal dan eksternal membuat pengelasan indah dalam bentuk
Standar Pengelasan: AWS (American Welding Society) D 1.1
Penetrasi: 100%
Spesifikasi kutub NEA
| Tiang Baja Distribusi dari Administrasi Kelistrikan Nasional Filipina | ||||||
| Tinggi (FT) | Ketebalan (mm) | Butt Dia (mm) | Dia Top (mm) | Yield Stress (mpa) | Pelapisan seng (mikron) | Beban Desain (Kg) |
| 25 | 2.5 | 152 | 120 | 345 | 85 | 300 |
| 30 | 3.0 | 226 | 127 | 345 | 85 | 500 |
| 35 | 3.0 | 248 | 127 | 345 | 85 | 500 |
| 40 | 3.0 | 317 | 127 | 345 | 85 | 500 |
| 45 | 3.0 | 317 | 127 | 345 | 85 | 500 |

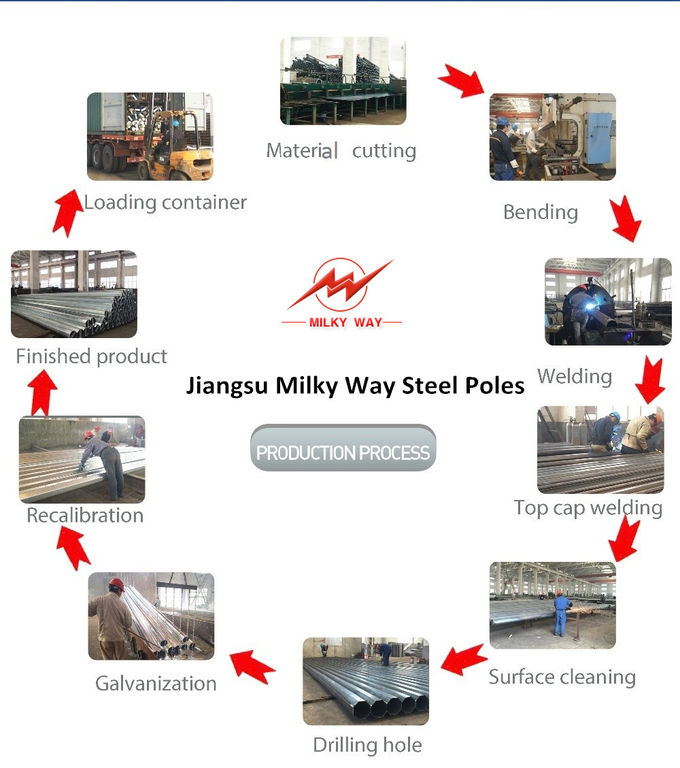
Prosesi kami
Bahan baku
Saat membeli bahan baku (pelat baja), pada lembaran sertifikat pabrik dari pabrik pabrik harus dilampirkan. Ketika bahan baku tiba di gudang, departemen kualitas harus mengikuti uji perpanjangan dan analisis komposisi kimia untuk memastikan bahan baku telah memenuhi semua standar yang diperlukan sebelum produksi.
Pemotongan Plasma
Memotong bahan baku yang telah memenuhi semua standar yang diperlukan menjadi panjang dan lebar yang berbeda. Pemotongan laser CNC digunakan untuk mengarahkan material atau sinar laser yang dihasilkan. Laser komersial tipikal untuk memotong bahan akan melibatkan sistem kontrol gerak untuk mengikuti kode CNC atau G dari pola yang akan dipotong pada bahan. Sinar laser terfokus diarahkan pada material, yang kemudian meleleh, terbakar, menguap, atau tertiup angin jet, meninggalkan ujung dengan permukaan akhir berkualitas tinggi.
Cetakan
Membentuk pelat baja yang dipotong menjadi bentuk (bundar atau poligonal atau bentuk lain) yang sesuai yang ditentukan dalam gambar. Penemuan ini berkaitan dengan alat pembentuk dan lebih khusus untuk alat atau mesin untuk membengkokkan bagian atau strip yang digulung secara longitudinal dari stok logam ke bentuk lengkung yang diinginkan.
Pengelasan
Setelah dicetak, las pelat baja menjadi satu. Biasanya itu adalah lasan longitudinal. Ini mengadopsi kontrol ACinverter, dengan fungsi berjalan stabil dan kecepatan perjalanan cepat; Mekanisme arc-guide pelacakan-jahitan adalah sistem tiga-spindel untuk menjamin penyelarasan tanpa aberrancy; Rangka utama dan mesin las adalah kontrol terintegrasi, dengan sistem flux auto-recovering dan mudah dioperasikan dengan efisiensi tinggi.
Galvanisasi
Semua kutub secara internal dan eksternal harus hot-dip galvanis sesuai dengan persyaratan yang disebutkan dalam gambar atau spesifikasi yang relevan
Standar galvanisasi: IS2629-1985, BS729-1971
Instalasi
1.Hapus semua peralatan pada tiang selama Majelis.
2.Lingkari selempang di sekitar poros epole masing-masing bagian.
3.Fix sling di bagian atas ke satu blok katrol.
4. Gendongan pada bagian bawah adalah tetap dan tetap di pusat gravitasi.
5.Membuat tiang baja vertikal dengan mengencangkan sling bagian atas.
6Fix tiang baja.
7.Hapus sling.


